ON AN FSQ-106ED, August, 2009
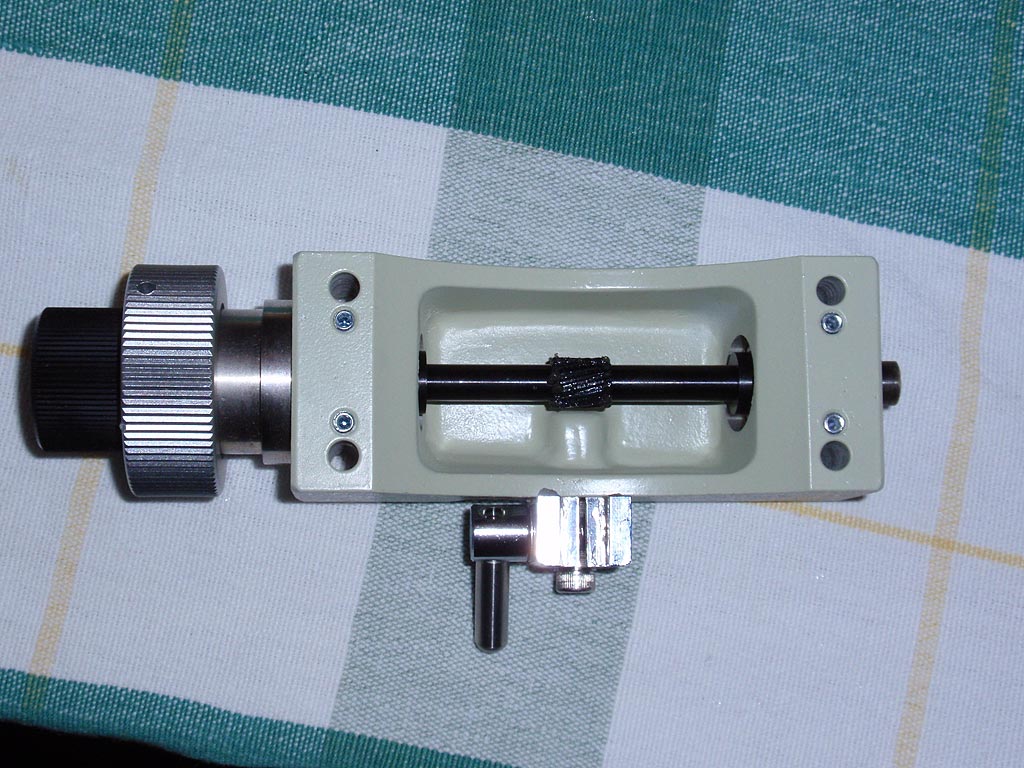
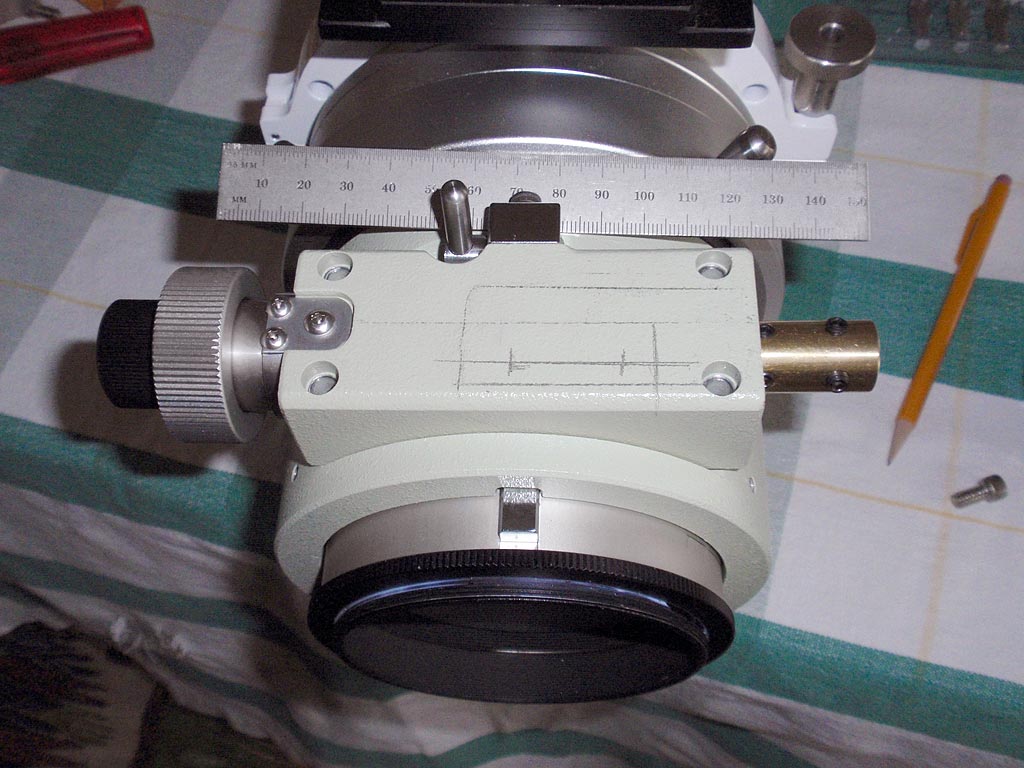
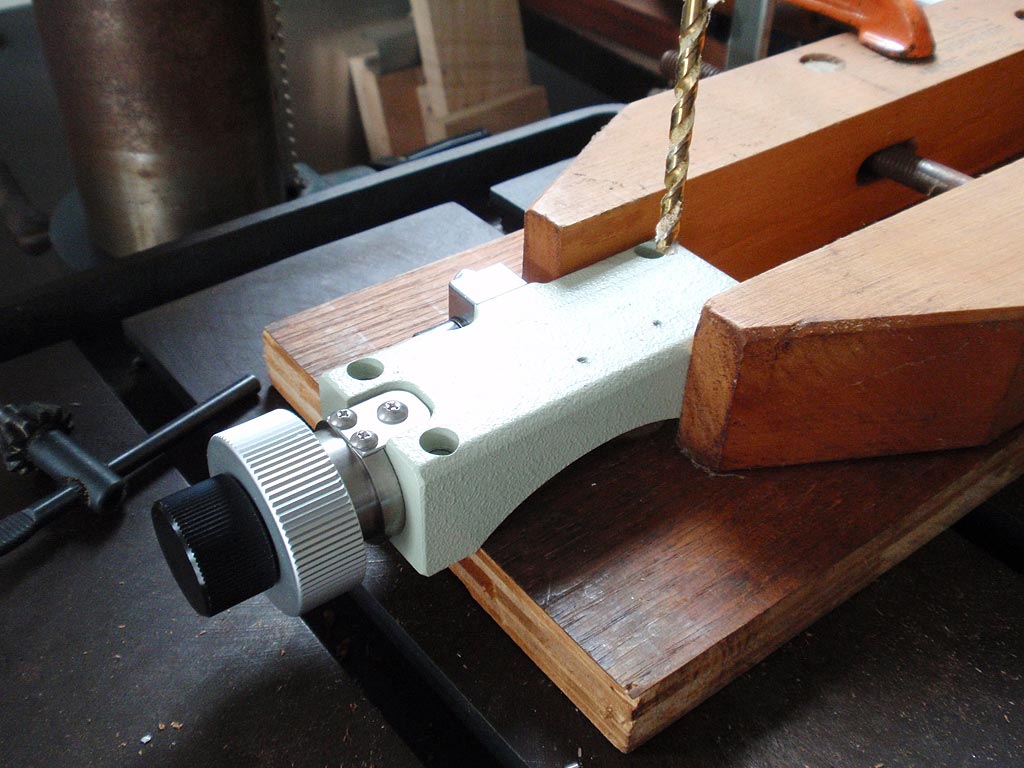
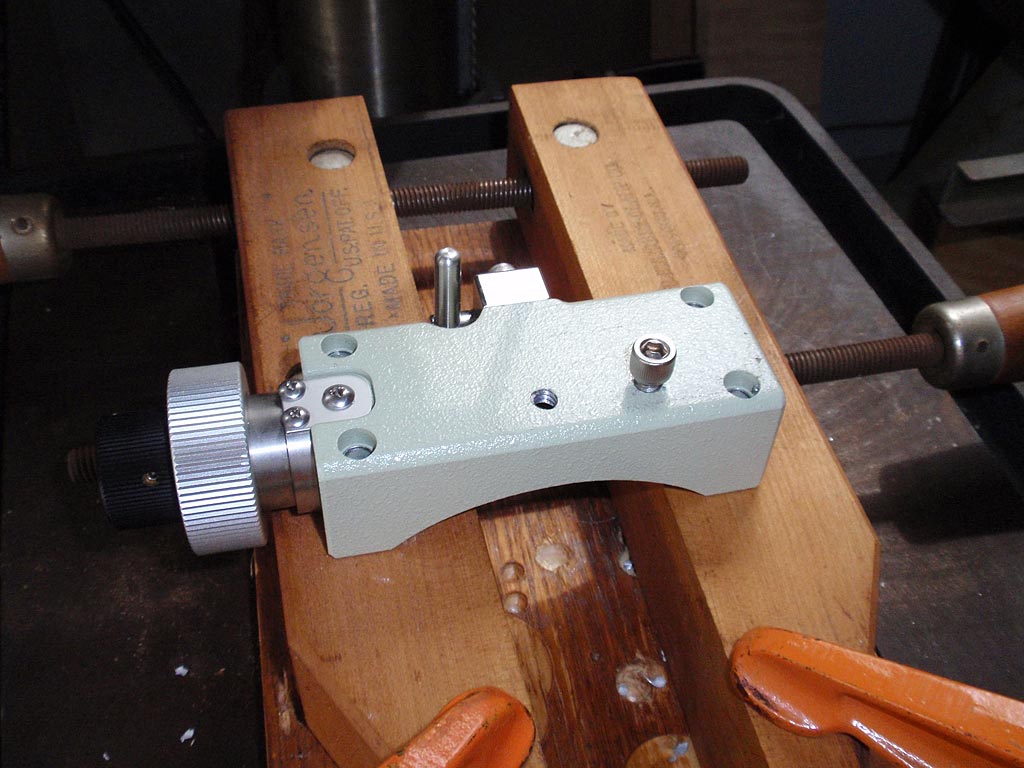
| With a critical focus zone of 55 microns*, the FSQ-106ED is amenable to the use of a RoboFocus directly on the focuser shaft. After studying a number of FSQ-RoboFocus installations that may be found on the Web, I decided that none was right for me. Any bracket that attaches to the existing guide-’scope mount has a contrived appearance to me. I decided to drill holes in my FSQ - in the focuser-shaft housing, that is - and to modify a stock L-shaped black aluminum bracket as supplied by Technical Innovations. I am quite satisfied with my installation, as I find it to be aesthetically pleasing and more than sufficiently rigid. In use there is no detectable flexure in the focusing system. It is possible that a procedure analogous to the one I performed would work with other refractors as well. Read the safety notice at the bottom of this page before attempting to perform this procedure yourself. |
 |
|
| *This is in contrast to my Epsilon 180, which has a critical focus zone of only 17.25 microns, and which requires a timing gear reduction system for best results. Please see this page, on which I modeled my own Epsilon-RoboFocus installation. I commend this procedure to anyone who wishes to use a RoboFocus with a Tak Epsilon. | Critical Focus Zone in microns = the square of the focal ratio x 2.2. FSQ-106ED @ ƒ5: 25 X 2.2 = 55 microns. |