Remove the locking collar from the drill press table. It might be helpful if you can keep it secured with a clamp while you place it on a workbench for the next step, but you may also hold it in your hand. Insert the #10-24 tap in its handle as shown above. Place a single drop of lightweight machine oil on the tap threads.
With the locking collar held firmly by a clamp or in your hand, insert
the tapered tap into the hole that you have just drilled. Ensure
that the tap is aligned with the hole and not skewed, and begin turning
the tap in a clockwise direction (the same way you would turn a screw
inward if the hole were already threaded) while pressing firmly
on the handle. You will feel the tap being drawn into the hole and
you will see tiny aluminum tailings ejected as it begins cutting
the threads. Excessive force is not required; the collar is made
of aluminum and will tap fairly easily. Continue turning after the
tap goes through the hole, but stop short of the region where the
tap widens at the top end of the cutter section. You have now cut
threads into the hole that you drilled. Turn the tap counter clockwise
to remove it. Repeat if you have drilled two screw holes. The first
time you insert a screw into the newly threaded hole it will be tight.
Even if you have a duplicate of the original screw, place a single
drop of lightweight machine oil on the threads of the a 10-24 stainless
steel cap-head hex screw. Using a hex wrench and being careful to
start the screw straight, insert the screw. Turn it in and out a
couple of times. Now you may either leave this screw in place or
remove it and insert your duplicate of the manufacturer’s original
screw. Repeat for each tapped screw hole.
Dampen a soft paper towel or cloth with mineral spirits. Wipe the locking collar thoroughly to remove residual machine oil and aluminum tailings left by the drilling and tapping process. Wipe dry.
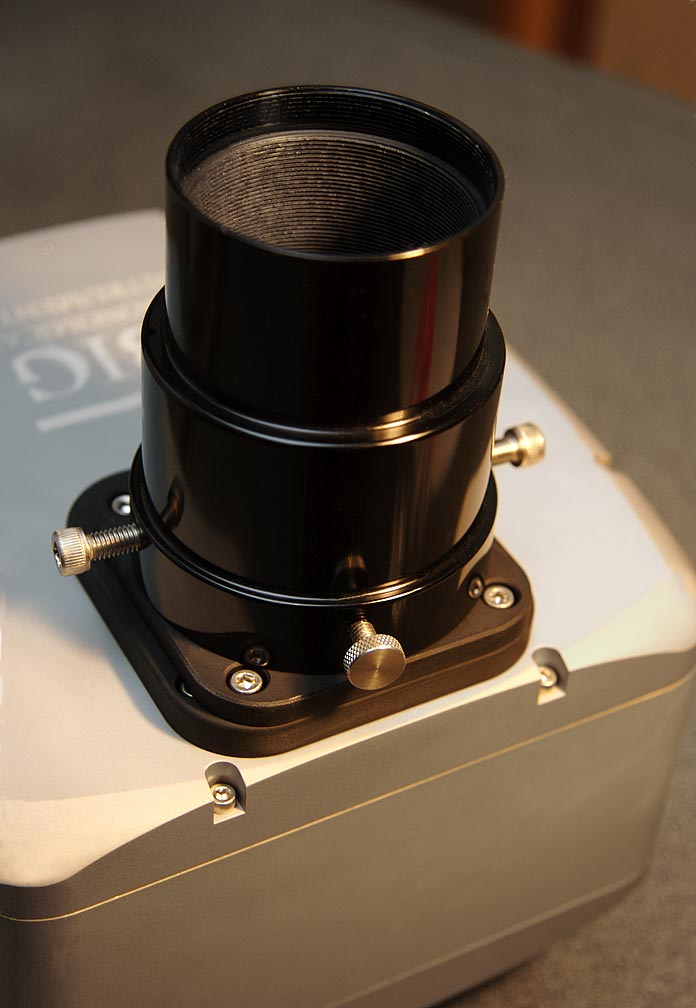
Replace the brass compression ring. Back all locking screws out until
they are not protruding into the compression-ring channel. Insert
the compression ring into the locking collar and let it find its
place in the channel. Rotate the compression ring as necessary to
ensure that all of the screws press on the ring and not directly
on the nosepiece that you will insert into the ring.
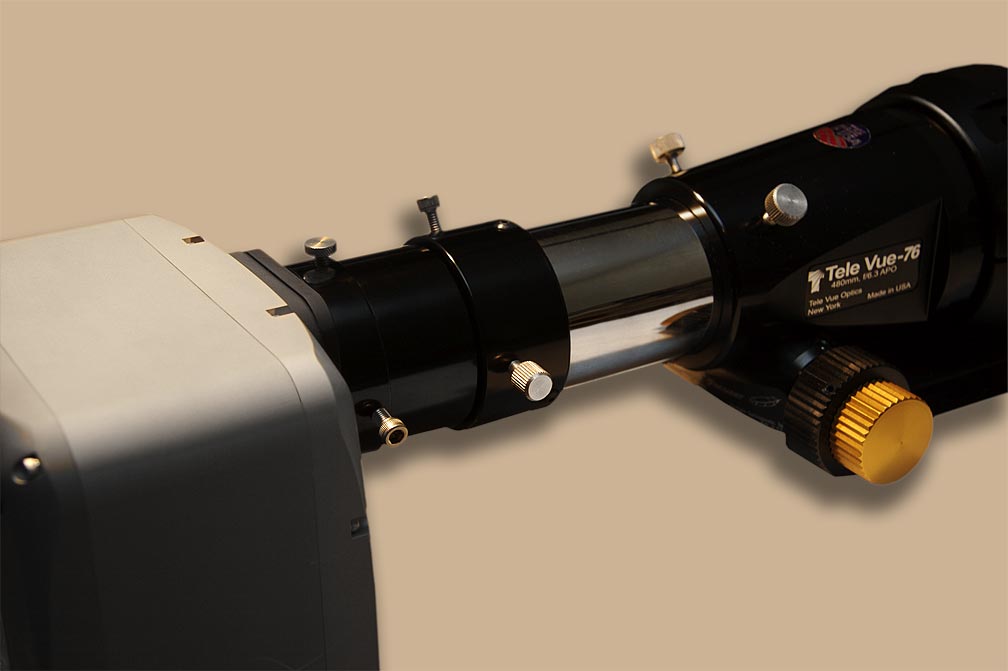
The last step is to reinstall the locking collar on the brass draw
tube. Ensure that the manufacturer’s original screw is in its
original position. Slide the collar in place and replace the small
hex screws, again making sure to insert the very small hex wrench
completely so as not to strip the socket.
Done.
If you have used socket-head screws as I did, do not over-tighten
them with the hex wrench when installing your camera or other accessory. Over-tightening is not a problem with hand-tightened screws. |